
Professional DMLS & SLM 3D printing services for industrial applications
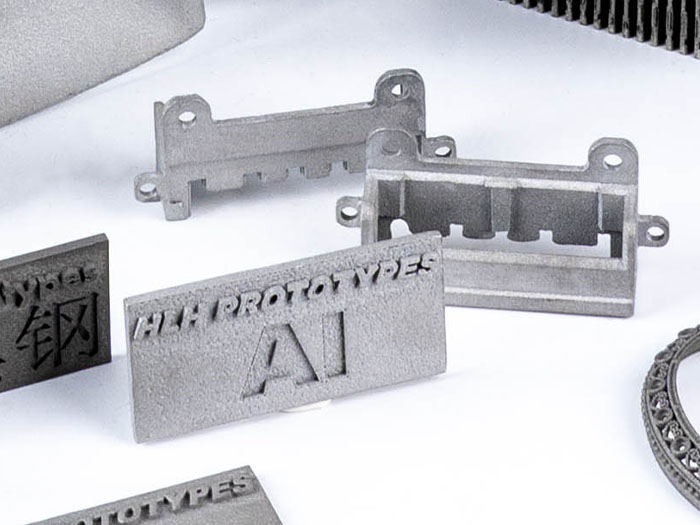
Direct Metal Laser Sintering (DMLS) is an industrial metal 3D printing process that builds fully functional prototypes and end-use parts from a range of advanced metals, with lead times from 4 days. DMLS is capable of building highly complex shapes, which would be challenging or near impossible to make via other traditional methods.
DMLS and SLM (Selective Laser Melting) are both laser powder bed fusion (LPBF) processes similar to SLS, that use a high-power laser to selectively fuse metal powder particles together, layer by layer, directly from a 3D CAD model.
| Maximum Build Size | 400 x 350 x 350 mm (15.7″ x 13.8″ x 13.8″) |
|---|---|
| Materials | Aluminium, Stainless Steel, Titanium |
| Layer Thickness | 0.02–0.08 mm (20–80 μm) |
| Standard Tolerance | ±0.3% or ±0.3 mm, whichever is greater |
| Quantity | 1 – 1,000+ parts |
| Lead Time | From 4 days |














.jpg)
Get a quote / Get in touch
Please use the following formats:
.stl, .obj, .wrl, .step (.stp), .iges (.igs), .3mf, .dxf and .zip
100mb max file size (per file)
If you have a file type not listed, please contact us to discuss first.
UK Office: Suite 11 & 12A, 44 Potternewton
Mount, Leeds, LS7 2DR, United Kingdom
Company Number: 12704810
VAT Number: GB393458263
Factory: Building A, Hongfa Industrial District
Houda Road, Daling Shan, Dongguan,
Guangdong, China
Check out the DMLS and SLM surface finishing options below with more custom finishes available on request.



To achieve better part quality and dimensional accuracy, it is important that your 3D model closely follows a set of geometric recommendations. See the Metal 3D Printing design guidelines below.
| Feature | Recommended Size |
|---|---|
| Minimum Wall Thickness | 0.8 mm (0.031 in) |
| Minimum Embossed and Engraved Details | Depth of 0.5 mm; Width of 0.5 mm (0.020 in) |
| Minimum Clearance Between Features | 0.4 mm (0.016 in) |
| Minimum Assembly Clearance | 0.4 mm (0.016 in) |
| Minimum Hole Diameter | 1.0 mm (0.040 in) |
| Minimum Escape Hole Diameter | 2.0 mm (0.078 in) (multiple holes recommended) |
DMLS and SLM have a standard tolerance of ±0.3 mm, and can be CNC machined to achieve precision parts to ±0.1 mm, while benefitting from the design freedom of additive manufacturing.


Single Custom Metal Components
Ideal for one-off parts and highly customized metal parts where tooling is unnecessary, enabling rapid turnaround times.
Functional, End-Use Parts
Utilizes industrial-grade metal powders to produce durable, high-performance components, making it ideal for functional prototypes, assemblies, and end-use parts.
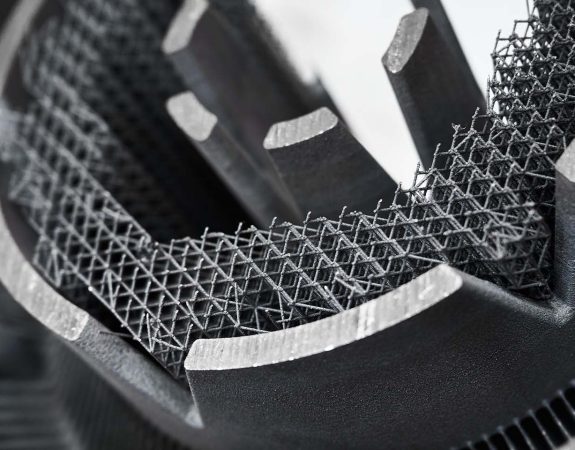
Weight-Saving Applications
Enables complex lightweight structures such as lattice designs and topology-optimized parts, particularly valuable in aerospace and automotive applications.
Jigs and Fixtures
The exceptional toughness and durability of DMLS parts make them well suited for jigs and fixtures used in CNC machining, part inspection, and assembly processes.
Production Scaling
SLM and DMLS enable a seamless transition from prototype to production, allowing manufacturers to scale efficiently from single parts to low- and mid-volume runs without the need for tooling.
Yes. At HLH, we offer both DMLS and SLM 3D printing services. We are able to produce complex-shaped and functional metal alloys or pure metal prototypes and low-volume end-use parts.
DMLS and SLM, often used interchangeably, are very similar Metal Additive Manufacturing (Metal AM) processes. Ultimiately, they both use laser energy to fuse metal powder together rapidly. The main difference is that SLM heats the metal powder until it fully melts into a liquid, whereas DMLS just sinters heat particles enough so that their surfaces weld together.
SLM (Selective Laser Melting) and SLS (Selective Laser Sintering) are two distinct powder bed fusion (PBF) technologies although they are very similar. The main difference is the type of material used: SLM is used for metals, whereas SLS is typically used for polymers such as Nylon PA12.

