
Get custom MJF nylon printed parts and prototypes from as fast as 3 days.
HLH Rapid offers Multi Jet Fusion (MJF) 3D printing service. HPs game changing MJF 3D printing technology is a type of powder bed fusion system, similar to SLS (Selective Laser Sintering), that builds functional PA (Nylon) prototypes and end-use production parts. It is suitable for some of the most demanding applications. Black or full colour versions are available.
MJF works by spreading nylon powder across a build platform layer by layer. At each layer, an inkjet array selectively deposits fusing and detailing agents while an infrared energy source passes over the surface, fusing the powder to form a solid, functional part.
| Maximum Build Size | 294 × 211 × 144 mm (11.6″ × 8.3″ × 5.7″) |
| Material | HP PA12 (Nylon 12) |
| Layer Thickness | 0.08 mm (80 μm) |
| Standard Tolerance | ±0.3% or ±0.3 mm, whichever is greater |
| Quantity | 1 – 10,000+ parts |
| Lead Time | From 3 days |












Get a quote / Get in touch
Please use the following formats:
.stl, .obj, .wrl, .step (.stp), .iges (.igs), .3mf, .dxf and .zip
100mb max file size (per file)
If you have a file type not listed, please contact us to discuss first.
UK Office: Suite 11 & 12A, 44 Potternewton
Mount, Leeds, LS7 2DR, United Kingdom
Company Number: 12704810
VAT Number: GB393458263
Factory: Building A, Hongfa Industrial District
Houda Road, Daling Shan, Dongguan,
Guangdong, China



MJF and SLS are distinct 3D printing technologies that use powder nylon as their main material. While SLS uses a laser to fuse powder into solid parts, MJF uses an inkjet array to deposit agents and an infrared energy source to fuse the powder. View the comparison table below.
| Materials | Dimensional accuracy | Features | Build volume | Layer thickness | Min. feature size | |
|---|---|---|---|---|---|---|
| MJF | PA12 | ±0.3% or 0.3 mm (±0.012″), whichever is greater | Higher density, lower porosity, better isotropy | 294 × 211 × 144 mm (11.6″ × 8.3″ × 5.7″) | 80 μm | 0.5 mm (0.0196”) |
| SLS | PA12, PA+GF, TPU, PP | ±0.3% or 0.3 mm (±0.012″), whichever is greater | Packs more parts per build, wider range of materials and surface finishes | 400 × 400 × 450 mm (15.7″ × 15.7″ × 17.7″) | 100 μm | 0.5 mm (0.0196”) |
To achieve high dimensional accuracy, reduce warping and successful prints, it is important that you design for the process. See the MJF design guidelines below.
| Feature | Recommended Size |
|---|---|
| Minimum Wall Thickness | 1.0 mm (0.040 in) |
| Minimum Embossed and Engraved Details | Depth of 1.0 mm; Width of 1.0 mm (0.040 in) |
| Minimum Assembly Clearance | 0.9 mm (0.035 in) |
| Minimum Lattice Structure Clearance | 1.0 mm (0.040 in) |

Scalability
MJF can make a single part or component as easily as dozens or hundreds of production pieces.
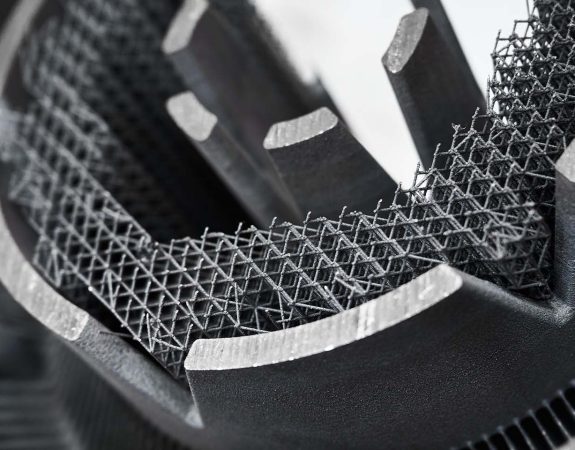
Complex Geometries
Geometries can be built more easily due to the 3D printing process, adding complexity without additional cost.
Functional Nylon Parts
Ideal for functional prototypes, snap fits, assemblies, and low-volume production components.
Rapid Turnaround
Parts can typically be shipped in 3 days, allowing for faster design iterations and speed to market.
Production Parts
MJF 3D Printing is capable of producing end-use parts with near-isotropic properties on-demand, increasing throughput
Limited Material Selection
MJF material options are more limited compared to 3D printing technologies like SLS and SLA.
Grainy Texture
Parts typically have a rough, grainy surface finish and some internal porosity, often requiring post-processing to achieve the desired finish.
Scale Effect
The unit cost and lead time will not be reduced as much as vacuum casted or injection moulded parts.
While MJF PA12 offers good resistance to water, oils, greases, aliphatic hydrocarbons, and many alkalis, the powder-based nature of the process makes achieving watertight seals challenging.
The right combination of wall thickness, density, geometry, and post-processing is required. As a rule of thumb, a wall thickness of 1 mm is generally recommended for water resistance, and 4 mm or more for a watertight seal.
SLS machines are commonly available in larger build volumes, which can make them the better option for maximising the number of parts in a single build run. However, MJF’s inkjet array processes entire layers in a single pass and utilises a more automated depowdering workflow, reducing manual handling time. This often makes MJF the faster choice for higher volume runs.
While both processes commonly use Nylon PA12, MJF typically yields stronger, more uniform (isotropic) parts across all axes. SLS produces durable parts, but mechanical properties can vary depending on part orientation in the build.


