
Get custom SLS printed parts and prototypes from as fast as 3 days.
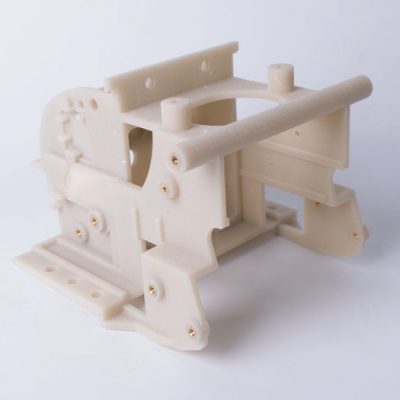
Selective Laser Sintering (SLS) is a mature and stable industrial 3D printing technology that builds high strength, accurate, production-grade parts from powdered material, typically Nylon PA12. The combination of low cost per part, excellent mechanical properties, established materials and speed makes SLS a popular choice among engineers for functional prototypes, end-use components and low-to-mid volume runs.
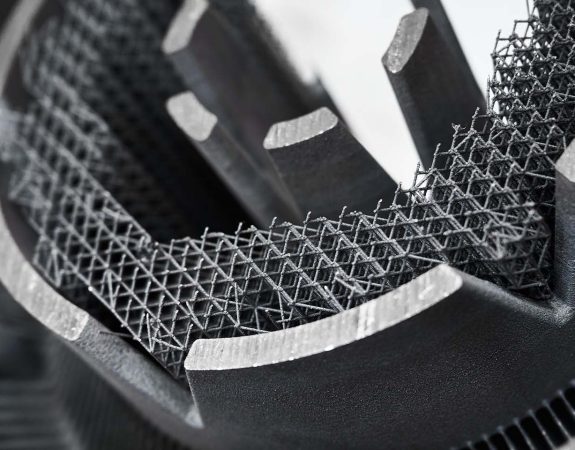
SLS is a Powder Bed Fusion process that spreads a thin layer of powder evenly across the build platform. A high-powered laser selectively sinters the polymer powder, fusing it together to form the first layer, and the process repeats layer by layer to create a solid, functional part.
| Maximum Build Size | 400 × 400 × 450 mm (15.7″ × 15.7″ × 17.7″) |
| Main Material | PA12 (Nylon 12) |
| Layer Thickness | 0.1 mm (100 μm) |
| Standard Tolerance | ±0.3% or 0.3 mm (±0.012″), whichever is greater |
| Quantity | 1 – 10,000+ parts |
| Lead Time | From 3 days |





Get a quote / Get in touch
Please use the following formats:
.stl, .obj, .wrl, .step (.stp), .iges (.igs), .3mf, .dxf and .zip
100mb max file size (per file)
If you have a file type not listed, please contact us to discuss first.
UK Office: Suite 11 & 12A, 44 Potternewton
Mount, Leeds, LS7 2DR, United Kingdom
Company Number: 12704810
VAT Number: GB393458263
Factory: Building A, Hongfa Industrial District
Houda Road, Daling Shan, Dongguan,
Guangdong, China

")
")



")

")
")

To achieve high dimensional accuracy, reduce warping and successful prints, it is important that you design for the process. See the SLS design guidelines below.
| Feature | Recommended Size |
|---|---|
| Maximum Build Size | 400 × 400 × 450 mm (15.7 × 15.7 × 17.7 in) |
| Wall Thickness | 1.0 mm (0.040 in) |
| Minimum Embossed and Engraved Details | Depth of 1.0 mm; Width of 1.0 mm (0.040 in) |
| Minimum Assembly Clearance | 0.4 mm (0.016 in) |
| Minimum Clearance (between moving/mating parts) | 0.5 mm (0.020 in) |
| Threads Design (thread pitch) | 0.6 mm (0.024 in) |
| Minimum Escape Hole Diameter | 3.5 mm (0.138 in) (multiple holes recommended) |










Custom-fit prosthetics, orthotic, and surgical guides are common uses of SLS because of the precision it makes possible and the biocompatibility of SLS materials.
Lightweight and heat-resistant nylon components, including HVAC ducts, intake manifolds and jigs and fixtures.
Lightweight components that can withstand high stress and temperatures, such as ducting, brackets and housings.
Durable enclosures with excellent electrical insulation, snap-fit designs and functional assemblies.
Low-volume production runs and complex parts that are difficult or expensive to make with traditional methods like injection molding.
Industrial SLS printers, like the ones we use at HLH, can handle large parts, with a maximum build size of 400 × 400 × 450 mm (15.7 × 15.7 × 17.7 in). We also frequently print larger models—split into multiple sections and assembled after printing.
Speed depends on geometry and quantity. SLS is generally faster than SLA (Stereolithography) and FDM (Fused Deposition Modeling) for large batches or complex multi-part builds. For single prototypes, SLA and FDM are quicker.
At HLH Rapid, typical 3D printing lead times are:
SLS and MJF (Multi-Jet Fusion) are two distinct Powder Bed Fusion (PBF) technologies that share many similarities. Both use nylon (PA) powder as the primary material and do not require support structures, making them well suited for functional, durable prototypes and end-use parts.
The main difference is the heat source: SLS uses a laser, whereas MJF uses an inkjet array and fusing agent to bond the polymer powder. SLS systems generally offer larger build volumes, making them better suited for stacked and nested builds. SLS also supports a broader range of materials, such as TPU, while MJF is primarily limited to nylon.
SLS components, especially large flat areas or excessively thick walls, are susceptible to shrinkage (typically 3–3.5%) and warping due to the high processing temperatures.

