
CNC machining is a subtractive manufacturing process suitable for a wide variety of industries, including medical, automotive, and aerospace. It is capable of producing functional parts and prototypes with a higher degree of accuracy and precision than other methods.
To take full advantage of this technology, it is important that your 3D model closely follows a set of geometric recommendations. This article offers an overview and considerations of the CNC machining process, basic & advanced design practices, and cost reduction tips.

CNC machining is a subtractive manufacturing process that leverage a combination of computerized controls and a variety of cutting tools to rapidly remove layers from a solid block of material. At HLH Rapid, we can machine both metals and plastics.
CNC Considerations
Characteristics of CNC Machining
| Maximum Size | 3000 x 1200 x 850 mm |
|---|---|
| Standard Tolerance | ±0.05mm (metals), ±0.2mm (plastics) |
| Common Metal Materials | Al6061, Al7075, SS316L, SS301 and more grades available |
| Common Plastic Materials | ABS, PC, Acrylic, PEEK, HDPE |
| As Machined Surface | Smooth to the touch (Ra3.2). Visible machine marks |
Certain features, such as minimum wall thickness and achievable tolerances, in CNC designs can be tricky and should be examined on a case-by-case basis, but staying within a set of geometric recommendations can help ensure better results and a successful machining process.
Tolerances
At HLH, standard tolerances are controlled to ISO 2768 Fine (F) for metals and Medium (M) for plastics. For features left unspecified, standard tolerances are used. Tighter tolerances can be achieved but is only recommended for critical features.
Threads
HLH can accommodate and cut metric (M) threads, imperial UNC and UNF, pipe threads among others. All threads should be clearly marked on your 2D drawings. The majority of the load applied to a thread is taken by the few first teeth (up to 1.5 times the nominal diameter); therefore, a thread length of 3x the hole diameter is recommended.

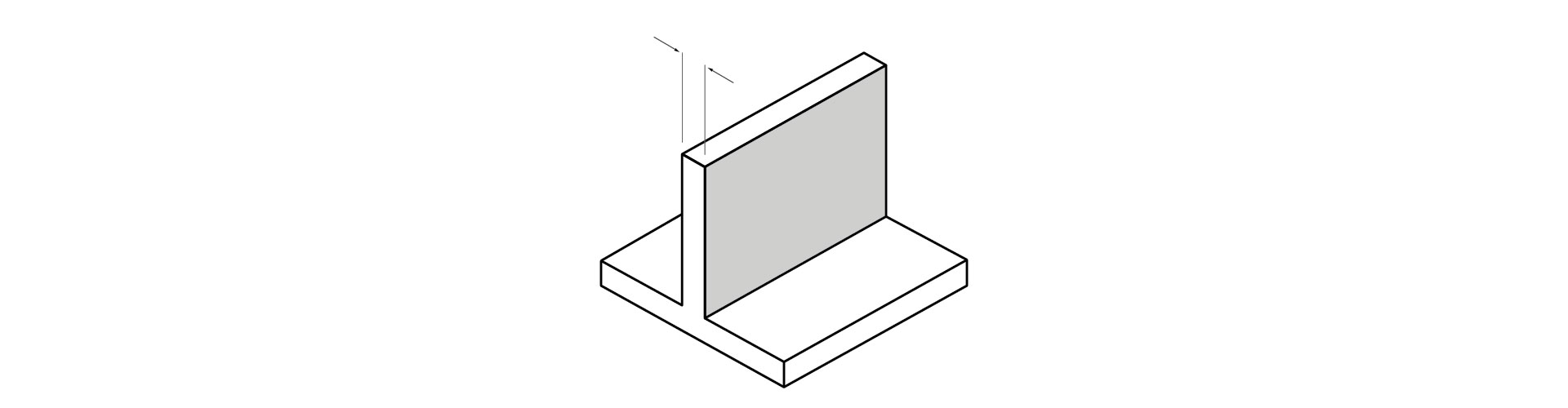
Wall Thickness
Designing wall thickness can be tricky and differ as decreasing the wall thickness reduces the stiffness of the material, which in turn increases vibrations during machining and lowers the achievable accuracy. Plastics are more prone to warping (due to residual stresses) and softening (due to temperature increase), so a larger minimum wall thickness is recommended.
Cavities & Pockets
End mill tools have a limited cutting length (typically 3–4 times their diameter). Tool deflection, chip evacuation and vibrations become more prominent when cavities have a smaller depth-to-width ratio. As such, we recommend limiting the depth to 4 times the length to ensure good results.

Internal Edges
When designing internal edges for machining, experts recommend that the vertical corner radius be ⅓ or more of the cavity depth. This will enable the tool to cut along a circular path rather than a 90-degree angle. Increasing the corner radii slightly above the recommended value allows for higher quality surface finish.

Holes
Holes are machined using either a drill bit or an end mill tool. For high-accuracy holes with a diameter smaller than 20mm, use a standard diameter. Deeper holes (up to 10 times the diameter) can be manufactured, but we recommend limiting the depth to 4 times the diameter.

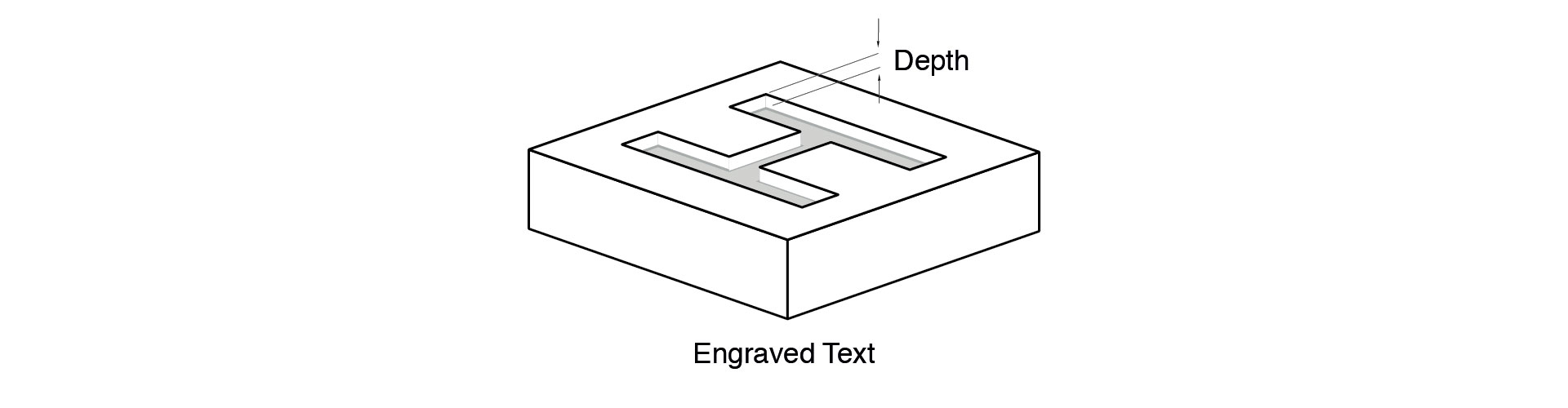
Text & Logos
For CNC machining, choose engraved over embossed text as it involves the removal of less material. To ensure engraved details are clear and visible, we recommend a minimum depth of 0.8mm and width of 0.5mm. For readability, ensure minimum font height is 5mm (font size 20 or larger) and suitable for every direction. Sans serif font is recommended not only for legibility but also to reduce details.
| Thread Length | 3x hole diameter |
|---|---|
| Minimum Wall Thickness | 0.8mm (metals), 1.5mm (plastics) |
| Cavities | Limit depth to 4x its length |
| Internal Edges | ⅓ times cavity depth (or larger) |
| Holes | Limit depth to 4x the diameter |
| Engraved Details | Minimum depth of 0.8mm; minimum width of 0.5mm |
| Text | Opt for larger fonts, font size 20 of larger |
CNC machining is widely employed across various industries for its precision, speed, and efficiency. However, it can be more costly when compared to other manufacturing methods such as 3D printing. This section outlines several design tips that can help reduce the overall cost of your CNC parts.
Discover more ways to further cut CNC costs in our How To Reduce CNC Machining Costs guide.
Have parts you need CNC machined? Use this CNC Machining Design Guidelines when designing your parts for machining. Once ready, upload your files here to get a quote. We’ll need:






