
Direct Metal Laser Sintering (DMLS) is an additive manufacturing (AM) technology used to build metal parts and prototypes for some of the most demanding applications. It is capable of building highly complex shapes which would be near impossible to make via other methods.

To take full advantage of the capabilities of this metal printing technology, it is important that your 3D model is designed according to a set of recommendations. In this article, we offer a comprehensive guide to the best design practices for DMLS 3D Printing. It gives an overview of the process, design guidelines, and cost reduction tips and tricks.
DMLS use a laser to selectively sinter metal powder to produce metal parts. Much like Selective Laser Sintering (SLS), it produces parts one layer at a time in a controlled, heated environment on industrial-size machines.
Disadvantages of the DMLS Process
| Maximum Build Size | 280 x 280 x 280 mm |
|---|---|
| Resolution | ±0.3mm |
| Dimensional Accuracy | ±0.3% (with a lower limit of ±0.3 mm) |
| Common Materials | Stainless steel, aluminium alloy, titanium, etc. |
| Surface Structure | Porous structure |
| Support | Required |
Certain features, such as wall thickness, in DMLS designs can be tricky and differ depending on material selection, orientation, and resolution. Staying within a set of geometric recommendations can help ensure better part quality and a successful print.
Wall Thickness
Wall thicknesses in metal 3D printing can be tricky and differ, depending on metal material selection, orientation, and resolution. While DMLS can manage very thin walls (as thin as 0.3mm), to reduce the probability of breaking, we do not recommend anything under 0.8. As part of good practice, always add thickness to your models.

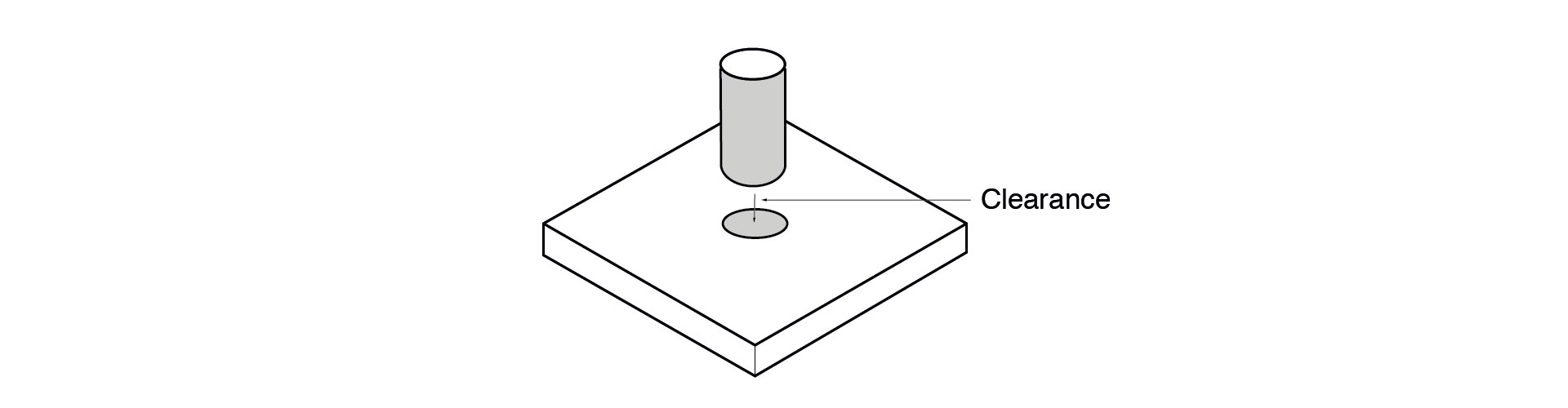
Distance Between Features
Because of the heat-dissipating from the laser into the surrounding powder during DMLS, features that are too close to each other may fuse together. It may also result in the creation of a section of unsintered powder stuck between sintered areas. To avoid this, leave a space of at least 0.4-0.5mm between features.
Holes
The minimum recommended diameter for a hole is 1 mm. For holes that are not aligned along the build direction, consider using a teardrop hole instead to avoid the need for support.

Hollow Parts
To reduce material usage and the weight of the finished product, parts can be designed hollow. In most cases, this does not affect a part’s final application. It is important to include escape holes (more than one) in your design to improve the ease of powder removal. At HLH, we recommend a bore hole diameter of 2-5 mm.
Overhangs
DMLS is fairly limited in its support of overhangs when compared to other 3D printing technologies, such as SLS. Any overhang with length greater than 0.8mm should be accompanied by additional support. When designing overhang angles, the 45-degree angle rule applies. Avoid large overhangs as they can result in a rougher surface finish, decreased resolution or worse, lead to the whole build crashing.

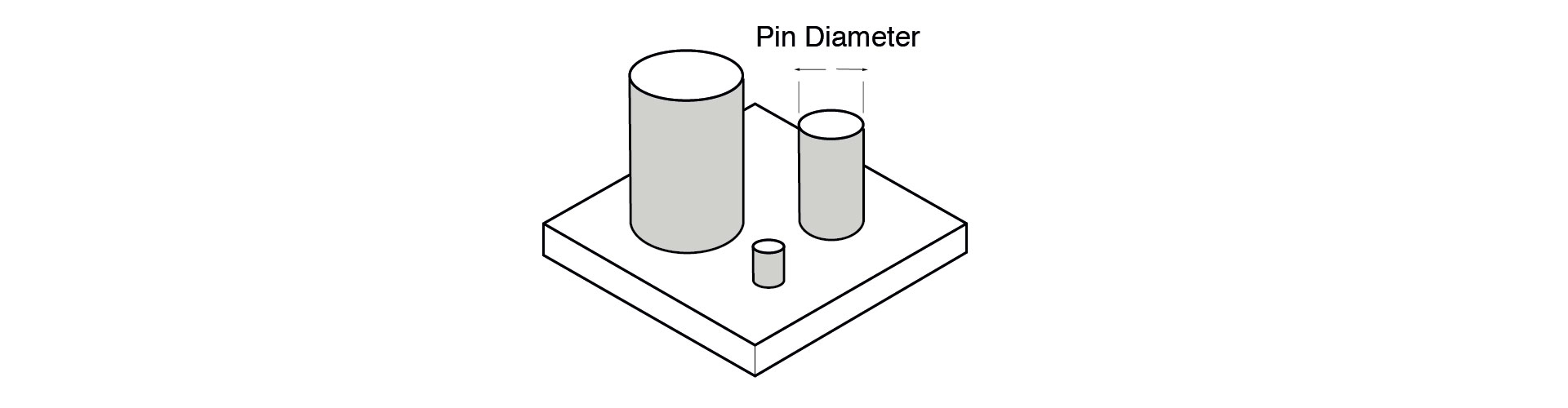
Pins
Pins or columns are tall thin features with a circular cross-sectional area. The diameter of a pin can be designed to 0.8mm, but even then risk breaking. The minimum reliable pin diameter is 1mm.
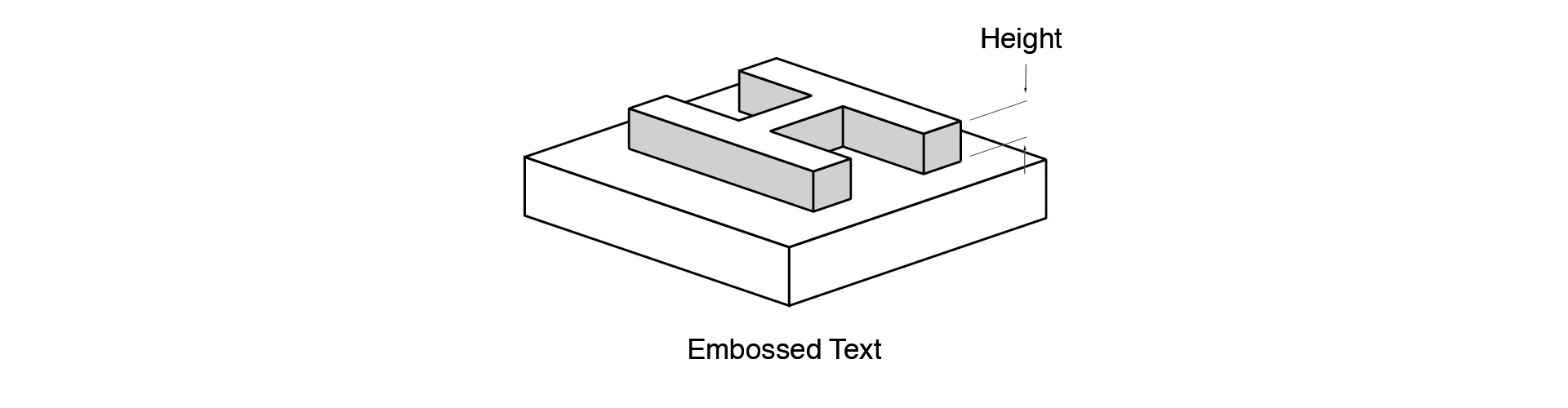
Embossed Features
Embossed details must be designed using a minimum height, otherwise, it will not appear visible. Such features should be at least 0.3mm. To ensure embossed details come out nicely, make them larger than the indicated.
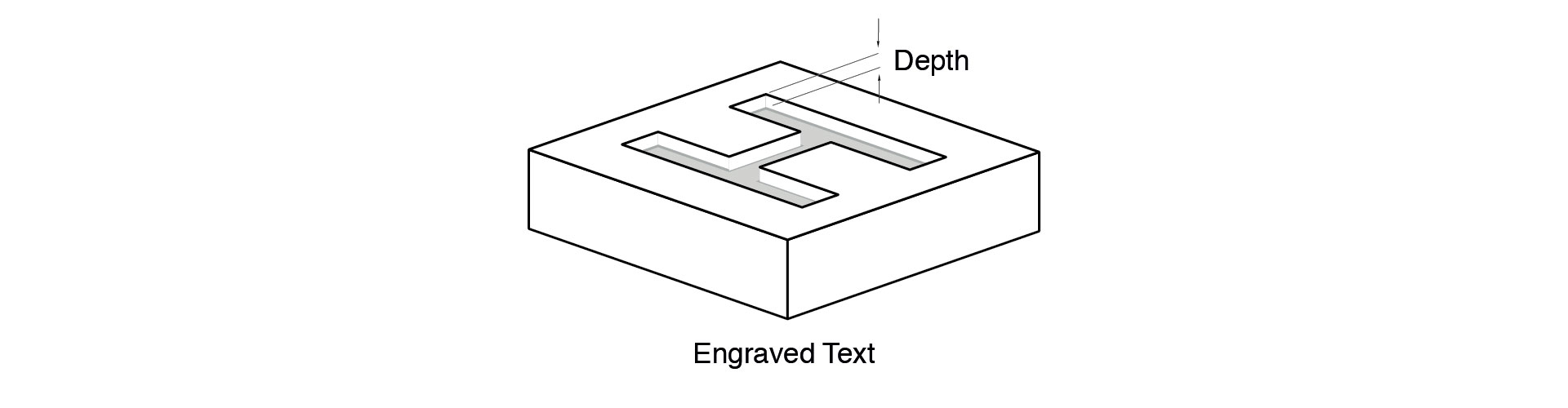
Engraved Details
Because of the heat-dissipating from the laser into the surrounding powder during DMLS, text and engraved details are at risk of closing up and won’t be visible if not designed with a minimum depth and width. Engraved details should be at least 0.5mm deep and 0.5mm wide.
Summary of Metal 3D Printing Best Design Practices
| Walls | At least 0.8mm thick |
|---|---|
| Distance Between Features | Minimum gap of 0.4mm |
| Holes | Minimum diameter of 1mm |
| Hollow Parts | 2-5mm hole diameter |
| Pins | Minimum diameter of 1mm |
| Overhangs | Avoid large overhangs |
| Embossed Details | At least 0.3mm high |
| Engraved Details | At least 0.5mm deep and 0.5mm wide |
DMLS and selective laser melting (SLM) are metal 3D printing processes that share many similarities: both use a laser to selectively fuse metal powder particles together and form parts layer-by-layer. The two terms are often used interchangeably. The main difference is that DMLS sinters the powder, whereas SLM melts the powder. While there are some differences between the two processes, the general rules listed in this DMLS design guide apply to SLM designs.
Discover more 3D printing design guides
Metal AM is often more costly than plastic printing solutions due to the high material, machine, and post-processing costs associated with the process. This section outlines some quick tips and tricks to help reduce the overall cost of your metal printed parts.






