
MultiJet Printing (MJP) is a fairly new 3D printing technology that is comparable to stereolithography (SLA). Both processes are great for producing visually aesthetic parts with complex shapes and a high level of detail. A key difference is that MJP is capable of printing tough and strong parts that can be used for functional prototypes and end-use parts.
To fully utilize the capabilities of this technology, it is important that your 3D model closely follows a set of geometric recommendations. This article offers an overview and considerations of the MJF process, design recommendations, and a summary of best design practices.
In MJP, a thin layer of UV-curable liquid resin (photosensitive) is deposited on a platform. Once cured, the build platform lowers and the process repeats layer by layer until the final part is formed. The MJP process uses a soluble support material that can be easily cleaned off, allowing for easier post-processing and greater design freedom.
Characteristics of MJP 3D Printing
| Maximum Build Size | 294 x 211 x 144 mm |
|---|---|
| Standard Tolerance | ±0.1mm |
| Resolution | ±0.3% (with a lower limit of ±0.3 mm) |
| Materials | VisiJet Armor M2G-CL |
| Surface Structure | Smooth |
| Support | Required |
Wall Thickness
Though MJP can manage very thin walls, overly thin walls lead to brittle parts. As such, we do not recommend anything under 0.3mm.

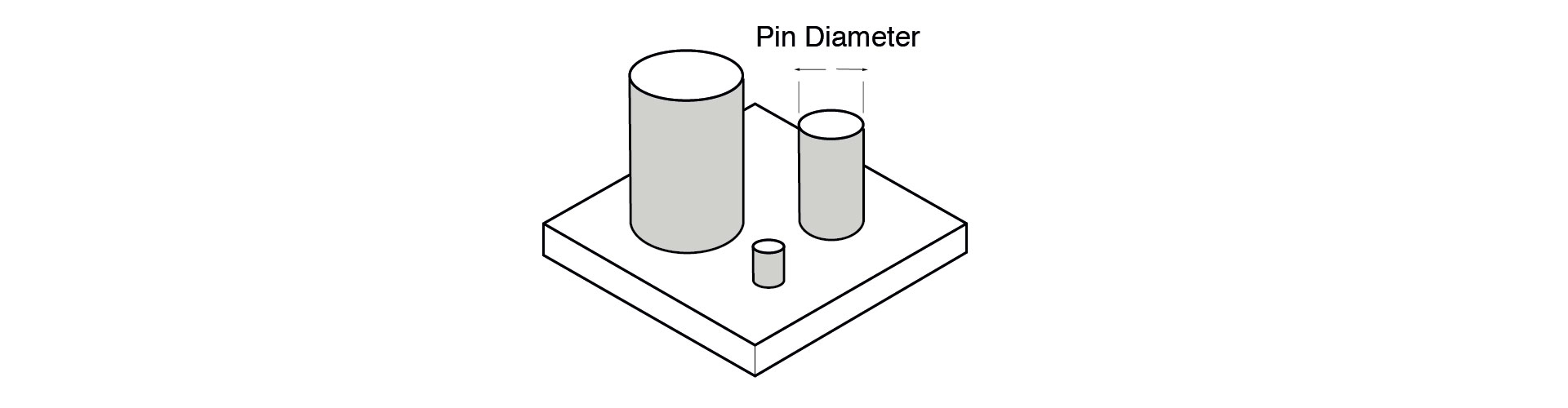
Pins
The minimum pin diameter is 0.8mm. The taller the pin, the greater its risk of breaking; increasing its diameter will give a tall pin more strength.
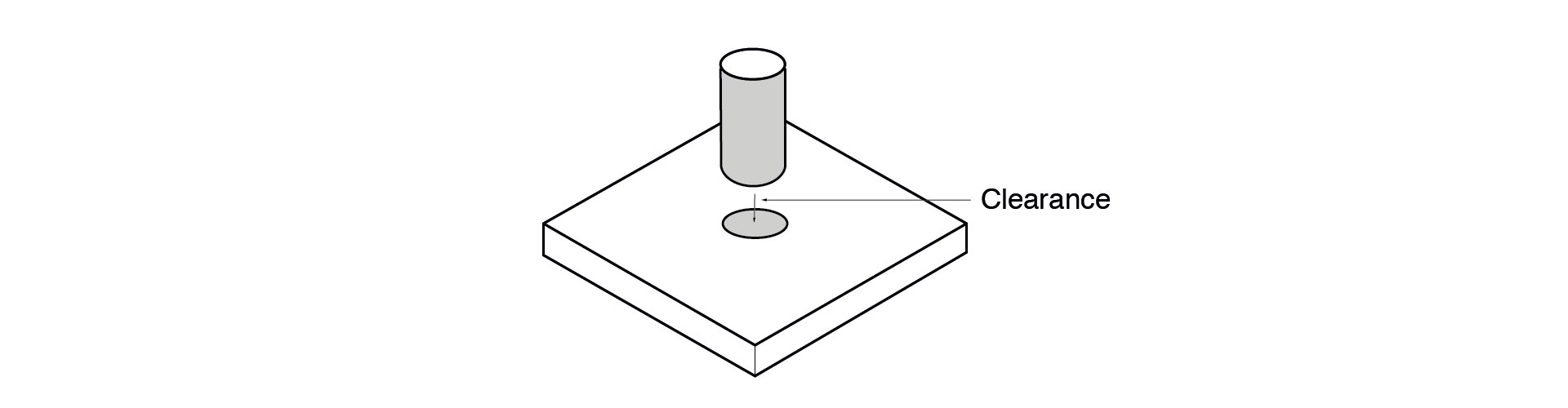
Mating Parts
To ensure a successful print, design adequate clearances between mating parts. Leave a minimum 0.5mm gap between assemblies.
Slots
What size to design slots is determined by the depth or thickness of the wall. While the minimum slot size is 0.5mm, the larger it is, the better — especially as wall thickness increases.

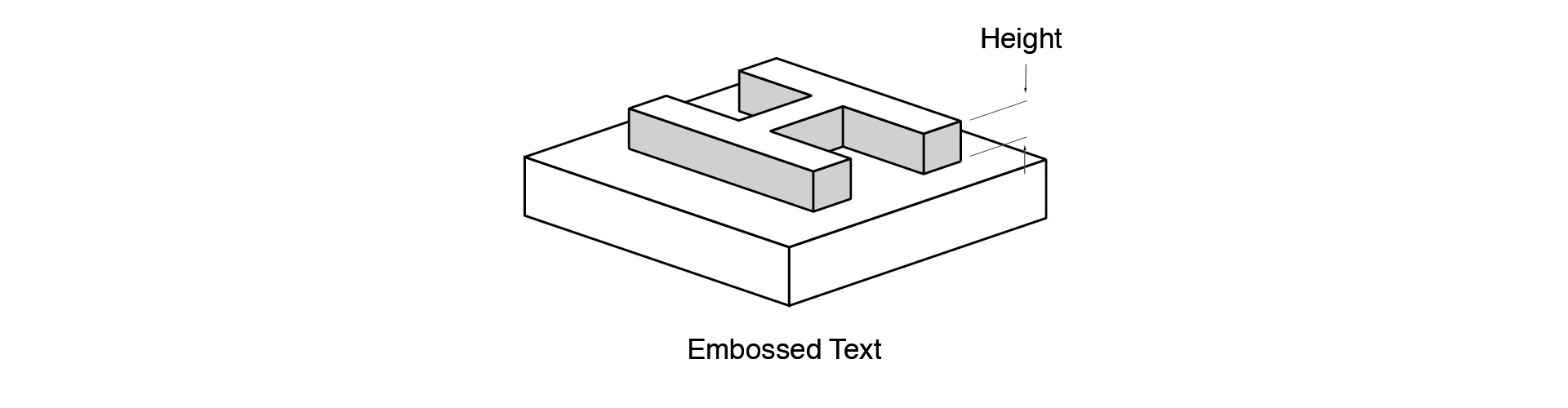
Embossed Details
Embossed features that are design too small may not be visible. Such details should be at least 0.3mm thick.
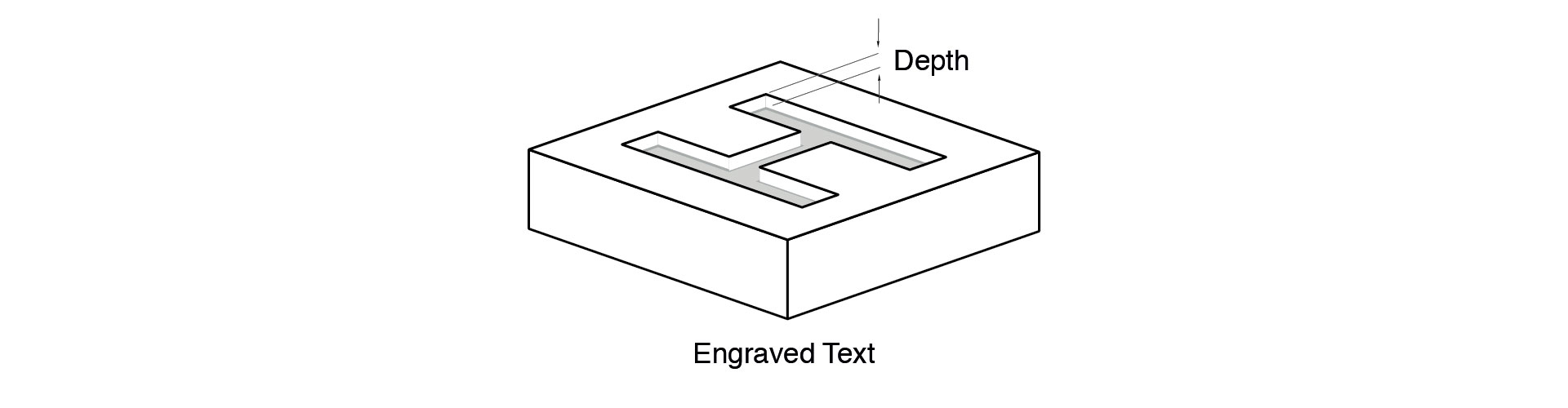
Engraved Details
Such details are at risk of closing up if not designed with a minimum depth of 0.5mm and width 0.5mm. The larger, the better — especially as wall thickness increases.
Summary of MJP Best Design Practices
| Wall Thickness | At least 0.3mm thick |
|---|---|
| Pins | Minimum pin diameter of 0.8mm; increase with pin height. |
| Mating Parts | Minimum clearance of 0.5mm |
| Slots | Minimum space of 0.5mm space increase with wall thickness. |
| Embossed Details | Minimum height of 0.3mm |
| Engraved Details | Minimum depth of 0.5mm and width of 0.5mm |
Use the 3D Printing Design Guidelines to help design your MJP parts for machining then export your 3D CAD files into an STL format. Once ready, upload your files here to get an instant quote. If you are unsure if MJP is the best solution for your project or if have any questions, contact us at info@hlhrapid.com for more recommendations and advice.
Discover more design guides like this below:






