
Selective Laser Sintering (SLS) and Multi Jet Fusion (MJF) are Industrial 3D Printing technologies that belong to the powder bed fusion (PBF) family and share many similarities. Both processes build parts by thermally fusing (or sintering) polymer powder particles layer by layer, don’t require support material and are great for functional applications.
Since SLS and MJF create parts that are very similar, it’s important for industrial designers to understand the differences between the two processes. Why choose SLS over MJF, and vice versa? In this article, we compare the two technologies in terms of material options, quality, cost and more, to help narrow down your options.
Essentially, the main difference between these two technologies is their heat source and the way they sinter/fuse the material to form the final part. SLS uses a laser to selectively sinter powder layer‑by‑layer. MJF, by contrast, deposits a fusing agent (and a detailing agent) on a powder bed, then uses infrared lamps to fuse only the agent‑treated areas. In that sense, MJF combines aspects of powder‑bed fusion and binder‑jetting.
| Multi Jet Fusion (MJF) | Selective Laser Sintering (SLS) | |
|---|---|---|
| Build Volume | 294 × 211 × 144 mm | 400 × 400 × 450 mm |
| Typical Tolerance | ±0.2 mm | ±0.3 mm |
| Layer Thickness | 0.8 mm (800 microns) | 0.1 mm (100 microns) |
| Pros |
|
|
| Cons |
|
|
| Applications | Functional rapid prototyping High strength prototypes Lower density parts | Functional rapid prototyping High strength prototypes Solid parts |
| Parts Need Support Structures | No | No |
| Require Escape Holes | Yes | Yes |
| Materials | PA11, PA12 | PA11, PA 12, glass and carbon-filled nylon, PP, TPU, etc. |
| Minimum Feature Size | 0.5 mm (0.75 mm recommended) | 0.5 mm (0.75 mm recommended) |
| Minimum Wall Thickness | 0.5 mm (1.0 mm recommended) | 0.8 mm (1.5 mm recommended) |
| Minimum Escape Hole Diameter | 2.5 mm — 5.0 mm | 3.5 mm (5 mm recommended) |
| Design Guidelines | View MJF Design Guide ↗ | View SLS Design Guide ↗ |
The accuracy and quality of a 3D printed part depend on many factors, including the design and material choice. Both SLS and MJF are capable of producing high-quality parts with reliable dimensional accuracy. MJF can achieve slightly ‘crisper’ results on certain small features, such as text, and under optimal conditions, may hold tolerances as tight as ±0.2 mm, compared with ±0.3 mm for typical SLS parts. However, for most functional components, the difference is subtle, and both technologies are comparable in this aspect.

Nylon 12 (PA12) is the main material used in both SLS and MJF technologies. When printing with nylon, MJF typically has a slight edge in strength, flexibility and more consistent mechanical properties along all direction of the part’s geometry. However, this doesn’t make SLS any less of a go-to option for mechanical parts. As SLS has been around longer, it’s also compatible with a wider range of materials including carbon- or glass-filled nylon, TPU elastomers, and polypropylene (PP) — providing versatility for a variety of engineering applications.
SLS and MJF have an edge over all other 3D printing technologies as the surrounding powder can be, requiring no supports, as such parts can be uniquely stacked and nested in all three dimensions (X, Y, and Z axes) of the build platform. Industrial SLS printers offer a larger build size (400 x 400 x 450 mm or greater) than MJF (294 x 211 x 144 mm), allowing for the stacking of more parts.

MJF printers have a faster print speed than SLS because it fuses an entire powder layer simultaneously using a fusing agent, rather than selectively sintering point by point as in SLS. The part powder removal or de-powdering process is also easier and efficieny with MJF. For these reasons, despite its smaller machine build size, MJF is generally more cost-effective for producing large volumes of parts. However, for larger or bulkier parts, SLS may still be advantageous due to its larger build capacity.
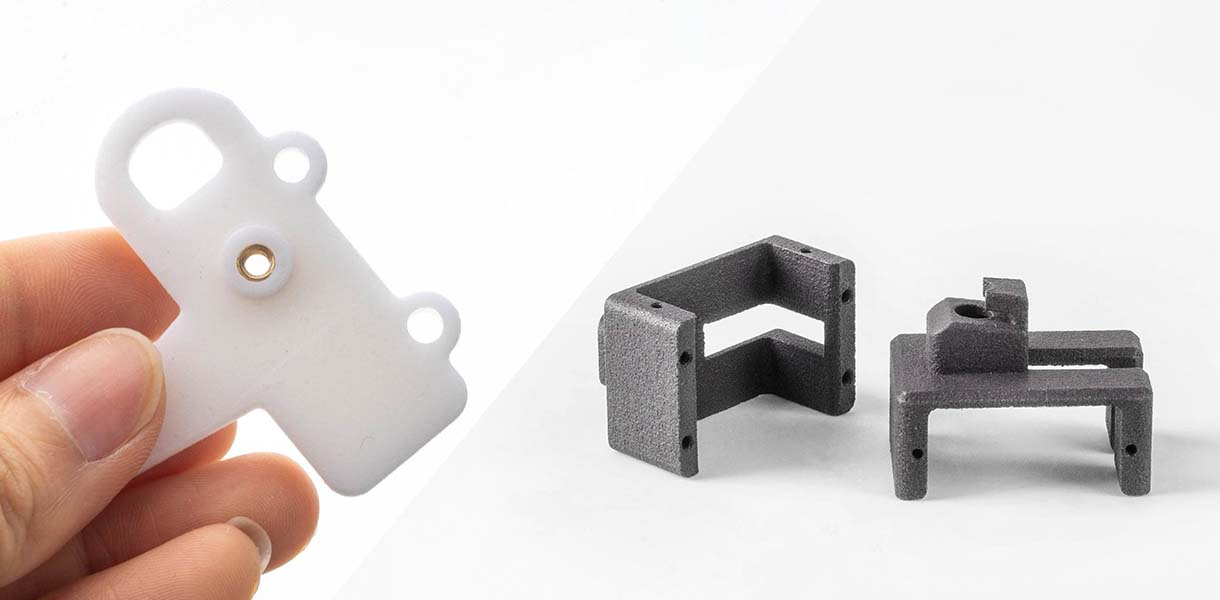
3D-printed parts made with either SLS or MJF typically have a slightly grainy surface finish that can be improved through post-processing. The main difference is that SLS offers a broader range of colour and finishing options, while MJF parts are generally limited to their natural gray colour, with black achievable only through dyeing.
Generally, SLS takes into consideration how much space the part takes in the build, whereas MJF is more to do with the amount of material used by the part. For this reason, MJF typically costs less for lower density parts, and SLS is a better option for more solid parts.

Available for MJF, SLS, SLA, SLM, DMLS and FDM
Certain considerations like part size, cost or material choice, may make the decision for you when deciding between MJF or SLS 3D printing. Refer to the table above when deciding between which process is better suited than the other based on key factors. For more information, view our 3D Printing Services (SLS, MJF, DMLS, SLA, FDM).
While the table provides a good overview, every project is treated on a case-by-case basis. If you’re having trouble picking between SLS and MJF, send your CAD drawing to info@hlhrapid.com and our engineers will get back to you with advice.






